Детали по чертежам
Отображение 1–20 из 128Цены: по возрастанию











Изготовление нестандартных комплектующих по индивидуальной технической документации — это производственный процесс, направленный на создание изделий, отсутствующих в серийных каталогах, либо предназначенных для замены импортных аналогов (импортозамещение). Данная услуга востребована при ремонте уникального оборудования, модернизации производственных линий и создании прототипов новых механизмов. Продукция может быть выполнена из эластомеров, конструкционных пластмасс или металлов в зависимости от требований к среде эксплуатации и механическим нагрузкам.
Ключевой особенностью процесса является строгое соответствие готового изделия геометрическим параметрам и физико-механическим свойствам, заданным в конструкторской документации. Инженерно-технический отдел обеспечивает адаптацию чертежей под конкретные технологии обработки материалов. Для расчета стоимости проекта, получения консультации по выбору сырья или отправки технического задания (ТЗ) можно воспользоваться электронной почтой nsk@rti-land.ru или связаться со специалистами по телефону +7 (800) 302-31-42.
Технология производства и изготовление деталей по чертежам
Выбор метода производства зависит от материала, сложности геометрии и объема партии (единичное или серийное). Детали по чертежам изготавливаются с применением следующих технологий:
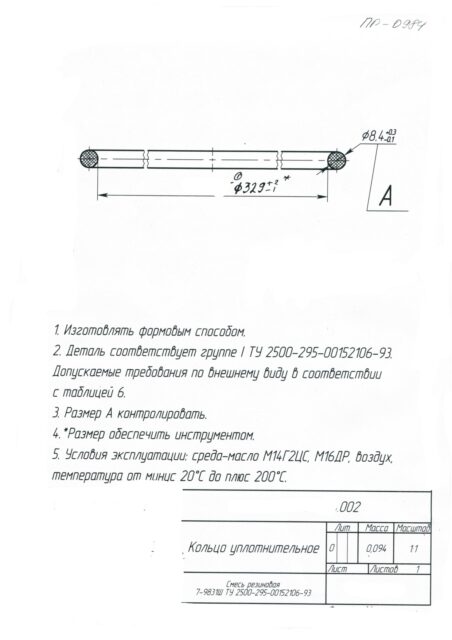
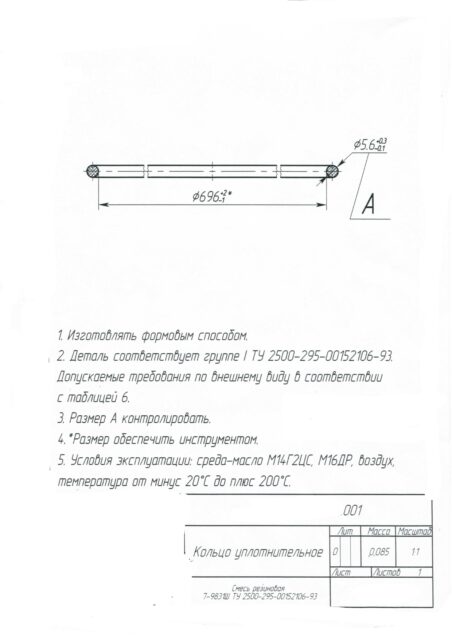
- Формование (Вулканизация). Применяется для резинотехнических изделий (РТИ). Процесс включает проектирование и изготовление пресс-формы (оснастки), закладку сырой резиновой смеси и термическую обработку под давлением в гидравлических прессах. Метод оптимален для серийного выпуска манжет, уплотнений, демпферов.
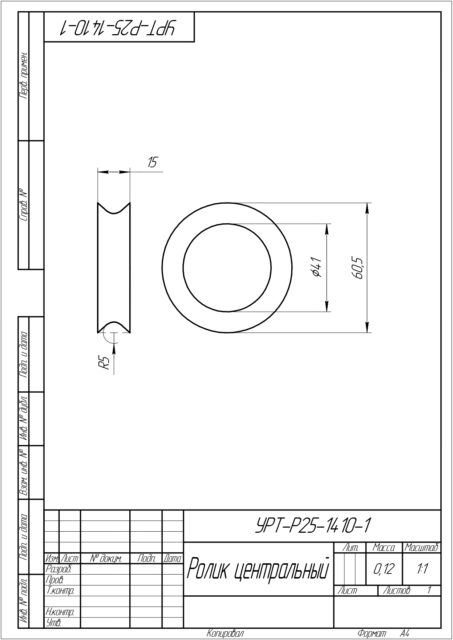
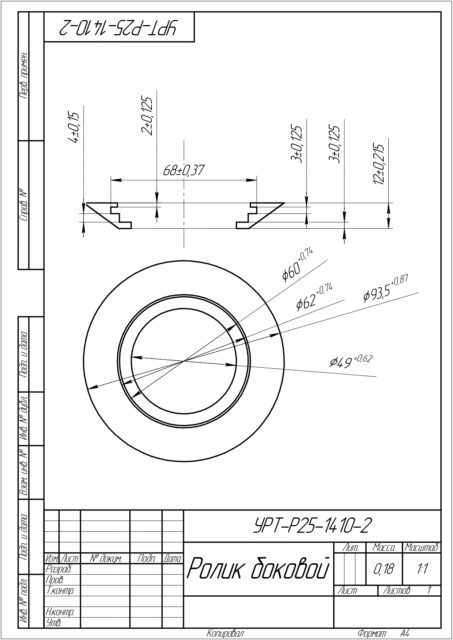
- Токарная и фрезерная обработка (ЧПУ). Используется для обработки металлов, жестких полимеров (полиамид, фторопласт) и полиуретана. Позволяет получать изделия с высоким классом точности (до IT7) без затрат на дорогостоящую оснастку. Актуально для валов, втулок, роликов и штуцеров.
- Литье полиуретана. Свободное литье в открытые или закрытые формы позволяет получать изделия сложной конфигурации с широким диапазоном твердости. Технология эффективна для гуммирования валов, изготовления скребков и эластичных муфт.
- Лазерная и гидроабразивная резка. Применяется для раскроя листовых материалов (паронита, резины, пластика, металла) при изготовлении плоских прокладок сложной формы.
Материаловедение и нормативная база
При разработке нестандартных изделий критически важен подбор материала, соответствующего условиям эксплуатации (температура, давление, агрессивные среды). Компания «Резиномир» использует сырье, сертифицированное согласно государственным стандартам:
- Резиновые смеси: на основе каучуков NBR (маслобензостойкие), EPDM (атмосферостойкие), FKM (фторкаучук, термостойкость до +250°С). Сырье соответствует ГОСТ 7338-90 или специальным ТУ.
- Полиуретаны (PU): твердость от 60 до 98 единиц по Шору А. Отличаются высокой абразивной стойкостью (превышает резину в 3–5 раз).
- Конструкционные пластики: Капролон (ПА-6), Фторопласт (PTFE), Полиацеталь (POM).
- Металлы: Углеродистые стали (Ст3, Ст45), нержавеющие сплавы (12Х18Н10Т), цветные металлы (латунь ЛС59-1, бронза БрАЖ).
Сравнение базовых характеристик материалов для производства комплектующих представлено в таблице:
| Материал | Твердость / Прочность | Рабочая температура | Стойкость к абразивному износу | Основное применение |
|---|---|---|---|---|
| Резина (МБС/ТМКЩ) | 50–90 Шор А | -40°С до +80°С | Средняя | Уплотнения, амортизаторы |
| Полиуретан (SK) | 60–98 Шор А | -60°С до +110°С | Высокая | Ролики, скребки, муфты |
| Фторопласт (PTFE) | Жесткий пластик | -269°С до +260°С | Низкая (текучесть) | Химстойкие прокладки, втулки |
| Капролон (ПА-6) | Предел пр. 80 МПа | -40°С до +100°С | Высокая | Шестерни, подшипники скольжения |
Техническое предупреждение: При заказе деталей из эластомеров (резины, полиуретана) необходимо учитывать усадку материала после остывания. Размеры пресс-формы должны проектироваться с поправочным коэффициентом на усадку, который варьируется от 1,5% до 4% в зависимости от типа смеси. Предоставление образца изделия (без чертежа) требует проведения реверс-инжиниринга для создания точной 3D-модели.
Сферы применения
Производство деталей по чертежам закрывает потребности предприятий в компонентах, снятых с производства, или требующих улучшения характеристик. Основные направления:
- Импортозамещение: Изготовление аналогов уплотнений и запчастей для импортной спецтехники (Komatsu, CAT, JCB) и станков.
- Пищевая промышленность: Производство шнеков, звездочек и уплотнителей из материалов с пищевым допуском.
- Нефтегазовый сектор: Выпуск пакерных элементов, манжет высокого давления.
- Сельское хозяйство: Восстановление узлов комбайнов и сеялок.
Условия сотрудничества
Компания «Резиномир» в Новосибирске предлагает услуги по контрактному производству изделий любой сложности. Мы работаем как с готовой конструкторской документацией (чертежи в форматах PDF, DWG, 3D-модели), так и с эскизами или физическими образцами, на основе которых инженеры разрабатывают техническое задание. Сотрудничество ведется с юридическими лицами и индивидуальными предпринимателями.
Чтобы рассчитать стоимость проекта, необходимо направить запрос с указанием требуемого материала, количества изделий и приложить графическую документацию. Цена зависит от сложности изготовления оснастки (для литья) или трудоемкости механической обработки, а также от объема партии (оптом дешевле за единицу). Возможно изготовление опытных образцов перед запуском серии. Оплата производится по безналичному расчету с НДС. Готовая продукция проходит контроль ОТК перед отгрузкой. Мы предлагаем гибкие условия поставки и возможность хранения пресс-форм заказчика на нашем производстве.
FAQ: Часто задаваемые вопросы
Можно ли изготовить деталь, если есть только сломанный образец?
Да, специалисты конструкторского отдела могут провести реверс-инжиниринг: выполнить замеры изношенного образца, восстановить его исходную геометрию и создать рабочий чертеж для производства.
Кому принадлежит пресс-форма после выполнения заказа?
При оплате стоимости изготовления оснастки заказчиком, пресс-форма является его собственностью. Она может быть передана клиенту вместе с партией изделий или оставлена на ответственное хранение на предприятии для выполнения повторных заказов, что гарантирует ее сохранность и обслуживание.
Какова минимальная партия для заказа?
Минимальный объем зависит от технологии. Для токарной обработки (например, изделия из капролона или металла) возможно изготовление от 1 штуки. Для литья РТИ минимальная партия определяется рентабельностью изготовления или запуска пресс-формы.
Какие допуски обеспечиваются при производстве?
Точность изготовления соответствует квалитетам, указанным в чертеже и государственных стандартах для выбранного типа обработки. Для механической обработки металлов и пластиков достигаются допуски по 7-9 квалитету. Для формовых РТИ допуски регламентируются ГОСТ 5009-2015 (классы точности М1-М4).
Предоставляете ли вы сертификаты на материалы?
Да, на все используемые в производстве сырьевые компоненты (резиновые смеси, полиуретан, металлопрокат) предоставляются паспорта качества и сертификаты соответствия, подтверждающие их физико-химические свойства.